


vmc1060 ໂຮງງານຜະລິດໂລຫະ 3 ແກນຕັ້ງ cnc milling ສູນ
ຂໍ້ໄດ້ປຽບ
1. ທາງເລືອກ CNC turntable ສາມາດປະກອບເປັນສີ່ແກນແລະຫ້າແກນປະສານງານການປຸງແຕ່ງ.
2. ອຸປະກອນການຖອດ chip ອັດຕະໂນມັດທາງເລືອກ, ມີໂຄງສ້າງຕຽງເພື່ອຮັບປະກັນຄວາມສະອາດພາຍໃນ;ທາງເລືອກໃນການເຮັດຄວາມເຢັນນ້ໍາມັນ spindle, ແລະອື່ນໆ.
3. ການຫລໍ່ຜ່ານສອງການປິ່ນປົວຜູ້ສູງອາຍຸເພື່ອກໍາຈັດຄວາມກົດດັນທີ່ຕົກຄ້າງຢູ່ໃນວັດສະດຸ.
4. ຄູ່ມືທິດທາງ X, Y, Z ສາມາດເລືອກຄູ່ມືບານເສັ້ນທີ່ຫນັກແຫນ້ນຂອງໄຕ້ຫວັນ, ເຊິ່ງມີລັກສະນະຂອງຄວາມໄວໄວ, ຄວາມເຂັ້ມງວດສູງ, ແລະອື່ນໆ.

ຂໍ້ມູນຈໍາເພາະ
| ລາຍການ | VMC1060 | ||||
| ຂະໜາດໂຕະເຮັດວຽກ(ຍາວ×ກວ້າງ)ມມ | 1300×600 | ||||
| T slot (ມມ) | 5-18×100 | ||||
| ນ້ຳໜັກບັນຈຸສູງສຸດໃນໂຕະເຮັດວຽກ (KG) | 650 | ||||
| ການເດີນທາງແກນ X (ມມ) | 1000 | ||||
| ການເດີນທາງຂອງແກນ Y (ມມ) | 600 | ||||
| ການເດີນທາງ Z-Axis (ມມ) | 600 | ||||
| ໄລຍະຫ່າງລະຫວ່າງດັງ spindle ແລະຕາຕະລາງ (ມມ) | 100-700 | ||||
| ໄລຍະຫ່າງລະຫວ່າງສູນກາງ spindle ແລະຖັນ (mm) | 667 | ||||
| Spindle taper | BT40/50 | ||||
| ສູງສຸດ.ຄວາມໄວ spindle (rpm) | 8000/10000/12000 | ||||
| ພະລັງງານມໍເຕີ spindle (Kw) | 11/15 | ||||
| ຄວາມໄວການໃຫ້ອາຫານໄວ: X, Y, Z axis (m / min) | 16/16/16 (24/24//24 liner guidway) | ||||
| ຄວາມໄວຕັດໄວ (m / min) | 10 | ||||
| ຄວາມຖືກຕ້ອງຂອງຕຳແໜ່ງ (ມມ) | ±0.005 | ||||
| ຊໍ້າຄືນຄວາມຖືກຕ້ອງຂອງຕຳແໜ່ງ (ມມ) | ±0.003 | ||||
| ປະເພດຕົວປ່ຽນເຄື່ອງມືອັດຕະໂນມັດ | 16 ເຄື່ອງມືປ່ຽນເຄື່ອງມືປະເພດຫົວ (ທາງເລືອກໃນການ 24 arm type auto tool changer) | ||||
| ສູງສຸດ.ຄວາມຍາວເຄື່ອງມື (ມມ) | 300 | ||||
| ສູງສຸດ.ເສັ້ນຜ່າສູນກາງຂອງເຄື່ອງມື | Φ80(ເຄື່ອງມືທີ່ຢູ່ຕິດກັນ)/φ150(ເຄື່ອງມືບໍ່ຕິດກັນ) | ||||
| ນ້ຳໜັກເຄື່ອງສູງສຸດ (KG) | 8 | ||||
| ເວລາປ່ຽນເຄື່ອງມື(tool-to-tool)sec | 7 | ||||
| ຄວາມດັນອາກາດ (Mpa) | 0.6 | ||||
| ນ້ຳໜັກເຄື່ອງ (KG) | 7500 | ||||
| ຂະໜາດລວມ(ມມ) | 3340*2800*2700 | ||||
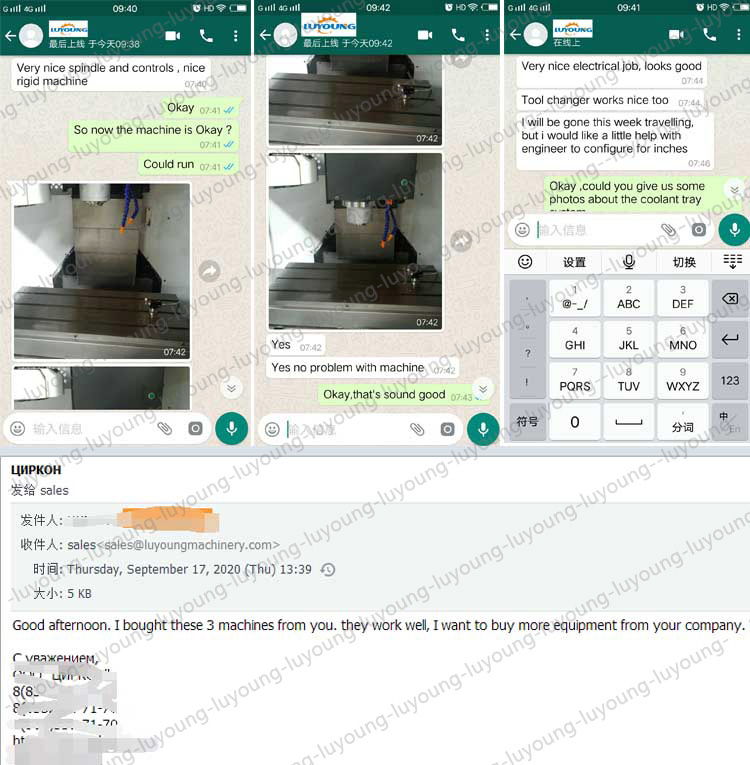
ເປັນຫຍັງເລືອກພວກເຮົາ
ພວກເຮົາໄດ້ຮັບການຕອບຮັບທີ່ດີຫຼາຍຈາກລູກຄ້າ, ຕົວຢ່າງ:
spindle ງາມຫຼາຍແລະການຄວບຄຸມ, ເຄື່ອງ rigid ງາມ.ວຽກໄຟຟ້າງາມຫຼາຍ, ເບິ່ງດີ.
ຕົວປ່ຽນເຄື່ອງມືເຮັດວຽກໄດ້ດີຄືກັນ.
ຂ້ອຍຊື້ 3 ເຄື່ອງຈາກເຈົ້າ.ພວກເຂົາເຮັດວຽກໄດ້ດີ, ຂ້ອຍຕ້ອງການຊື້ອຸປະກອນເພີ່ມເຕີມຈາກບໍລິສັດຂອງເຈົ້າ.
ການທົດສອບເຄື່ອງຈັກ
1. ການກວດສອບຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງການເຄື່ອນໄຫວຕາມເສັ້ນຄວນຈະຖືກປະຕິບັດພາຍໃຕ້ເງື່ອນໄຂທີ່ບໍ່ມີການໂຫຼດ, ແລະການວັດແທກເລເຊີຈະຊະນະ.
2. ການກວດສອບຄວາມຖືກຕ້ອງຂອງການຈັດຕໍາແຫນ່ງຊ້ໍາຊ້ອນຂອງການເຄື່ອນໄຫວເສັ້ນ, ເຄື່ອງມືທີ່ໃຊ້ໃນການກວດສອບແມ່ນຄືກັນກັບທີ່ໃຊ້ໃນການກວດສອບຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງ.
3. ການກວດສອບຄວາມຖືກຕ້ອງຂອງການກັບຄືນຂອງຕົ້ນກໍາເນີດຂອງການເຄື່ອນໄຫວເສັ້ນ.
4. ການກວດສອບຄວາມຜິດພາດຂອງເສັ້ນກົງກັນກັບການເຄື່ອນໄຫວແມ່ນການວັດແທກຫຼາຍຄັ້ງ (ໂດຍທົ່ວໄປ 7 ເທື່ອ) ຢູ່ສາມຕໍາແຫນ່ງຢູ່ໃກ້ກັບຈຸດກາງແລະທັງສອງປາຍຂອງເສັ້ນເລືອດຕັນໃນ, ແລະຄ່າສະເລ່ຍຂອງແຕ່ລະຕໍາແຫນ່ງແມ່ນຄິດໄລ່, ແລະຄ່າສູງສຸດຂອງຄ່າສະເລ່ຍທີ່ໄດ້ຮັບແມ່ນ. ຄ່າ inverse Error.






