ເຄື່ອງກຶງ cnc ຕັດເພັດ AWR25 ສໍາລັບການສ້ອມແປງລໍ້ໂລຫະປະສົມແລະ refurb ຂອບ
ຂໍ້ມູນຈໍາເພາະຂອງເຄື່ອງສ້ອມແປງລໍ້ໂລຫະປະສົມ
| ເຄື່ອງສ້ອມແປງລໍ້ໂລຫະປະສົມ | AWR22 | AWR25 | AWR28 | AWR32 | |
| ເຄື່ອງຄວບຄຸມ CNC | ໜ້າຈໍສຳຜັດ ຈໍສະແດງຜົນ 17 ນິ້ວ | ||||
| ສູງສຸດ.swig ເທິງຕຽງ Dia. | 610 | Φ635 | Φ770 (30') | Φ880(34') | |
| ສູງສຸດ.Load ລໍ້ໂລຫະປະສົມຂະຫນາດ | 22 ນິ້ວ | 22 ນິ້ວ | 28 ນິ້ວ | 32 ນິ້ວ | |
| ການປັບຕົວຂອງຜູ້ໃຫ້ບໍລິການໃນທິດທາງ X | 100 ມມ | 100 ມມ | 100 ມມ | 100 ມມ | |
| ການເດີນທາງຂ້າມສະໄລ້ (ມມ) | 300 | 320 | 390 | 450 | |
| ຄວາມກວ້າງຂອງທາງລົດໄຟ (ມມ) | 260 | 300 | 330 | 400 | |
| ຄວາມຍາວຂອງທາງລົດໄຟ (ມມ) | 500 | 700 | 750 | 750 | |
| ປະເພດ Clamping | 10' chuck / ຕົນເອງເປັນສູນກາງ | 12' chuck / ການຍຶດລໍ້ດ້ວຍຕົນເອງ | 16' chuck / ການຍຶດລໍ້ດ້ວຍຕົນເອງ | ||
| ປະເພດ Probe | Probe ຫຼື laser | ||||
| ຊ່ວງຄວາມໄວຂອງ spindle (RPM) | 50~2500 | 50~2500 | 50~2000 | 50~1800 | |
| ການຄວບຄຸມຄວາມໄວ spindle | ອັດຕະໂນມັດ | ອັດຕະໂນມັດ | ອັດຕະໂນມັດ | ອັດຕະໂນມັດ | |
| Spindle bore (ມມ) | Φ60 | Φ60 | Φ82 | Φ82 | |
| ສູງສຸດ.ຂະໜາດຂອງເຄື່ອງມື | 25×25ມມ | 25×25ມມ | 25×25ມມ | 25×25ມມ | |
| ສະຖານີຂອງຜູ້ໃຫ້ບໍລິການເຄື່ອງມື | 4 ຕໍາແໜ່ງ | 4 ຕໍາແໜ່ງ | 4 ຕໍາແໜ່ງ | 4 ຕໍາແໜ່ງ | |
| ຕ່ຳສຸດຫນ່ວຍງານການຕັ້ງຄ່າຂອງມໍເຕີ | (Z) ຍາວ 0.001mm | ||||
| (X) ຂ້າມ 0.001mm | |||||
| ຄວາມໄວການເຄື່ອນຍ້າຍຂອງໄປສະນີ | (Z) ຍາວ 8 ແມັດ/ນາທີ | ||||
| (X) ຂ້າມ 6 ແມັດ/ນາທີ | |||||
| ພະລັງງານມໍເຕີ | 4KW | 4kw | 5.5KW | 7.5KW | |
| ຄວາມຫຍາບຂອງພື້ນຜິວ | Ra 0.8-1.6 | ||||
| ຂະໜາດເຄື່ອງ | (L×W×H) (mm³) | 1900*1400*1750 | 2100*1500*1750 | 1990×1600×1860 | 2470×1660×2080 |
| ຂະໜາດບັນຈຸ(ມມ) | 2000*1400*1750 | 2200*1500*1950 | 2150×1750×2100 | 2620×1810×2300 | |
| ນໍ້າຫນັກສຸດທິ | 1300kg | 1700kg | 2000ກິໂລກຣາມ | 2500kg | |
ຄຸນລັກສະນະ
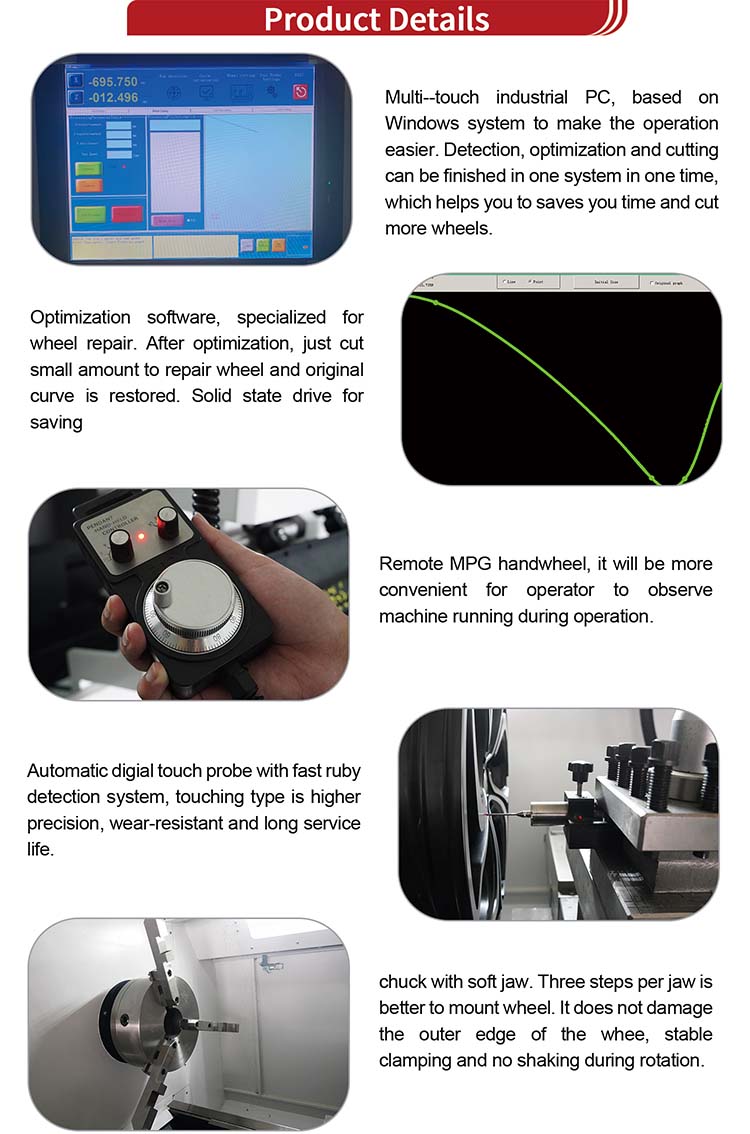
1. Muli--touch industrialPC, ອີງໃສ່ລະບົບ Windows ເພື່ອເຮັດໃຫ້ການດໍາເນີນງານງ່າຍຂຶ້ນ.ການກວດຫາ, ການເພີ່ມປະສິດທິພາບແລະການຕັດສາມາດສໍາເລັດໃນລະບົບດຽວໃນເວລາດຽວ, ເຊິ່ງຊ່ວຍໃຫ້ທ່ານປະຫຍັດເວລາແລະຕັດລໍ້ຫຼາຍ.
2. ຊອບແວການເພີ່ມປະສິດທິພາບ, ພິເສດສໍາລັບການສ້ອມແປງລໍ້.ຫຼັງຈາກການເພີ່ມປະສິດທິພາບ, ພຽງແຕ່ຕັດຈໍານວນນ້ອຍໆເພື່ອສ້ອມແປງລໍ້ແລະເສັ້ນໂຄ້ງຕົ້ນສະບັບຖືກຟື້ນຟູ.Solid state drive ສໍາລັບການປະຫຍັດ.
3. ລໍ້ MPG ໄລຍະໄກ, ມັນຈະສະດວກກວ່າສໍາລັບຜູ້ປະຕິບັດການທີ່ຈະສັງເກດເຫັນເຄື່ອງແລ່ນໃນລະຫວ່າງການປະຕິບັດງານ.
4. ອັດຕະໂນມັດ digial touch probe ມີລະບົບການຊອກຄົ້ນຫາ ruby ໄວ, ປະເພດສໍາຜັດແມ່ນສູງກວ່າຄວາມແມ່ນຍໍາ, ທົນທານຕໍ່ການສວມໃສ່ແລະຊີວິດການບໍລິການຍາວ.
5. chuck ມີຄາງກະໄຕອ່ອນ.ສາມຂັ້ນຕອນຕໍ່ຄາງກະໄຕແມ່ນດີກວ່າທີ່ຈະຕິດລໍ້.ມັນບໍ່ເສຍຫາຍຂອບນອກຂອງ whee, clamping ຫມັ້ນຄົງແລະບໍ່ສັ່ນໃນລະຫວ່າງການຫມຸນ.
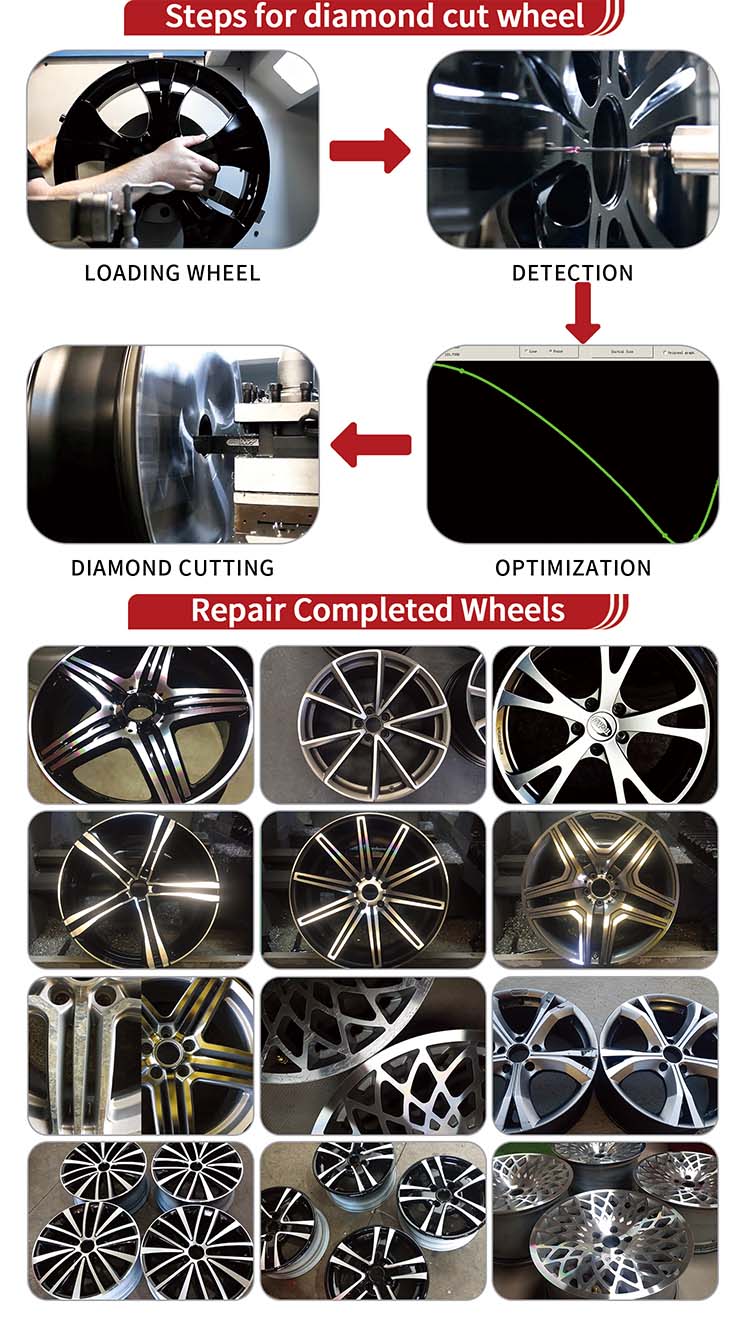
ຂັ້ນຕອນສໍາລັບລໍ້ຕັດເພັດ
1. Loading wheel: ເອົາຫົວລໍ້ທີ່ຈະສ້ອມແປງຢູ່ໃນຕໍາແຫນ່ງທີ່ຖືກຕ້ອງ.
2. ການກວດສອບ, infrared probe ກວດພົບຫນ້າດິນຂອງ hub ໄດ້.
3. ການເພີ່ມປະສິດທິພາບ, ລະບົບປະຕິບັດການທີ່ອຸທິດຕົນການວິເຄາະແລະປະສົມປະສານຂໍ້ມູນ.
4. ການຕັດເພັດ, ເລີ່ມຕົ້ນການປຸງແຕ່ງ turnin.