


GB4230 China ລາຄາໂຮງງານຕັດແຖບເຄື່ອງ sawing ສໍາລັບ 300MM
ຂໍ້ມູນຈໍາເພາະ
| ຕົວກໍານົດການດ້ານວິຊາການຕົ້ນຕໍ | GB4230 | ||
| ຊ່ວງເລື່ອຍ | ເຫຼັກມົນ | Φ300ມມ | |
| ວັດສະດຸສີ່ຫລ່ຽມ | 300×300ມມ | ||
| ສາຍແອວ sawb ຂະຫນາດ | 3050*34*1.1 | ||
| ຄວາມໄວຂອງແຜ່ນໃບຄ້າຍຄື | 27, 45, 69 ແມັດ / ນາທີ | ||
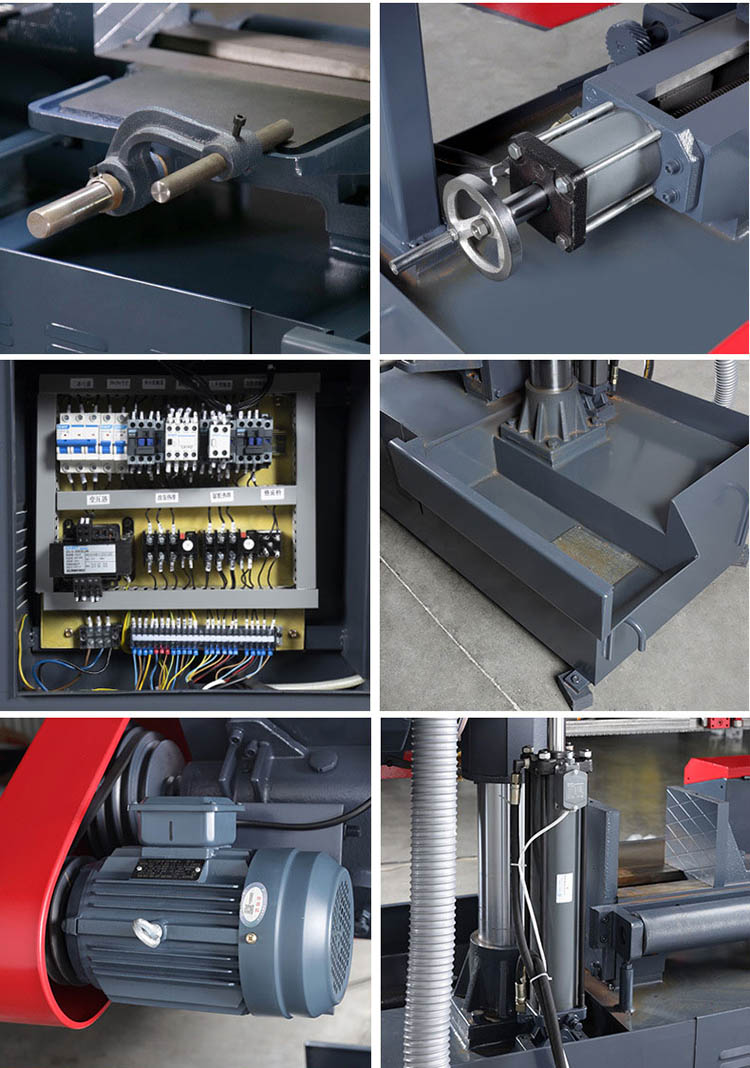
| clamping ເຮັດວຽກ | ໄຮໂດລິກ | ||
| ພະລັງງານມໍເຕີ | ມໍເຕີຫຼັກ | 2.2kw | |
| ມໍເຕີປໍ້ານໍ້າມັນ | 0.42kw | ||
| ມໍເຕີປໍ້າເຢັນ | 0.04kw | ||
| ຂະໜາດບັນຈຸ | 1860×1000×1400 | ||
| NW/GW | 800kg | ||


ຄຸນລັກສະນະ
ແຜ່ນເລື່ອຍວົງແມ່ນມີຄວາມເຄັ່ງຕຶງຢູ່ໃນລໍ້ເລື່ອສອງ, ແລະລໍ້ເລື່ອຍເຮັດໃຫ້ແຖບເລື່ອຍຕັດ.ມີສອງປະເພດຕົ້ນຕໍຂອງເຄື່ອງເລື່ອຍແຖບ: ຕັ້ງແລະແນວນອນ.ແຜ່ນເລື່ອຍຂອງເຄື່ອງເລື່ອຍແຖບຕັ້ງແມ່ນຕັ້ງຢູ່ໃນແນວຕັ້ງ, ແລະຊິ້ນວຽກເຄື່ອນຍ້າຍໃນລະຫວ່າງການຕັດເພື່ອຕັດ contour ເສັ້ນໂຄ້ງຂອງແຜ່ນແລະສ່ວນທີ່ຖືກສ້າງຕັ້ງຂຶ້ນ.ແຖບເລື່ອຍຍັງສາມາດຖືກປ່ຽນແທນດ້ວຍຕ່ອງໂສ້ເອກະສານຫຼືສາຍຂັດຊາຍສໍາລັບການຍື່ນຫຼືຂັດ.ແຜ່ນເລື່ອຍຂອງເຄື່ອງເລື່ອຍແຖບແນວນອນຖືກຈັດລຽງຕາມແນວນອນຫຼືສະຫຼຽງ, ແລະອາຫານໃນທິດທາງຕັ້ງຫຼືທິດທາງຂອງ swinging ປະມານຈຸດໃດຫນຶ່ງ.ໂດຍທົ່ວໄປແລ້ວແຜ່ນເລື່ອຍຈະຖືກບິດ 40° ເພື່ອຮັກສາແຂ້ວເລື່ອຍຕັ້ງສາກກັບຊິ້ນວຽກ.ປະເພດແນວນອນແບ່ງອອກເປັນປະເພດມີດຕັດ, ຖັນຄູ່, ຖັນດຽວປະເພດແຖບ saw;ອີງຕາມການນໍາໃຊ້, ມັນໄດ້ຖືກແບ່ງອອກເປັນປະເພດຄູ່ມື (ການໃຫ້ອາຫານຄູ່ມືເສດຖະກິດແລະການຕັດຄູ່ມືຂອງວັດສະດຸ) ແລະປະເພດອັດຕະໂນມັດ;ຕາມໂຄງການອັດຕະໂນມັດການນໍາໃຊ້ການຄວບຄຸມ, ມັນສາມາດແບ່ງອອກເປັນປະເພດຄູ່ມື (ການໃຫ້ອາຫານຄູ່ມືເຄິ່ງອັດຕະໂນມັດ) ປະເພດອັດຕະໂນມັດ (ການໃຫ້ອາຫານອັດຕະໂນມັດແລະການຕັດອັດຕະໂນມັດ);ອີງຕາມຄວາມຕ້ອງການຂອງມຸມຕັດ, ມັນໄດ້ຖືກແບ່ງອອກເປັນເຄື່ອງເລື່ອຍມຸມ (ສາມາດເຫັນມຸມຕັດ 90 ອົງສາແລະ 45 ອົງສາ) ໂດຍບໍ່ມີມຸມ, ນັ້ນແມ່ນ, ການຕັດແນວຕັ້ງ 90 ອົງສາ.
ຄຸນສົມບັດຂອງເຄື່ອງເລື່ອຍແຖບໂລຫະແນວນອນສອງຖັນຕາມແນວນອນ Series Band Sawing Machine:
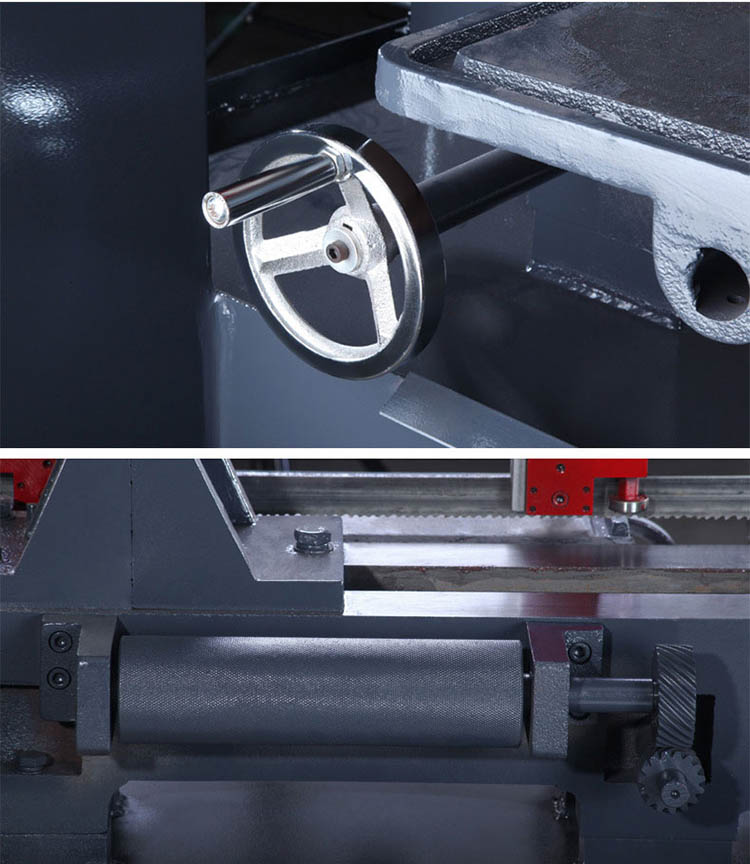
♣ ໂຄງສ້າງຖັນຄູ່, ຍົກແນວຕັ້ງ, ສະຖຽນລະພາບສູງ
♣ ການຄວບຄຸມໄຮໂດຼລິກຂອງຄວາມໄວການຕັດ, ລະບຽບການຄວາມໄວ stepless
♣ ສິ້ນການເຮັດວຽກ clamping hydraulic clamping, ງ່າຍທີ່ຈະປະຕິບັດງານ
♣ Customized ອຸປະກອນຮັດໄຮໂດຼລິກສາມທາງ
♣ ຜະລິດຕະພັນມີລັກສະນະຂອງໂຄງສ້າງທີ່ຫນາແຫນ້ນ, ການປະຕິບັດທີ່ຫມັ້ນຄົງ, ການດໍາເນີນງານງ່າຍດາຍ, ປະສິດທິພາບການຜະລິດສູງ, ຄວາມປອດໄພທີ່ເຂັ້ມແຂງ, ແລະອື່ນໆ.
♣ ການ induction ການຫັກແຜ່ນໃບ, ການປິດສຸກເສີນອັດຕະໂນມັດ
ຄໍາແນະນໍາການດໍາເນີນງານ
ເຄື່ອງເລື່ອຍແຖບໂລຫະແນວນອນສອງຖັນ, ເຄື່ອງເລື່ອຍແຖບໂລຫະຕາມແນວນອນສອງຖັນ ສ່ວນຫຼາຍແມ່ນ: ບ່ອນນັ່ງທາງລຸ່ມ;bed, ຖັນ;saw beam ແລະກົນໄກການສົ່ງ;ອຸປະກອນນໍາພາ;clamping workpiece;ອຸປະກອນ tensioning;ກອບການໃຫ້ອາຫານ;ລະບົບສາຍສົ່ງໄຮໂດຼລິກ;ລະບົບການຄວບຄຸມໄຟຟ້າ;ລະບົບ lubrication ແລະຄວາມເຢັນ.ລະບົບສາຍສົ່ງໄຮໂດຼລິກແມ່ນປະກອບດ້ວຍວົງຈອນໄຮໂດຼລິກປະກອບດ້ວຍປັ໊ມ, ປ່ຽງ, ກະບອກສູບ, ຖັງ, ທໍ່ສົ່ງແລະສ່ວນຊ່ວຍອື່ນໆ.ການຍົກຂອງ saw beam ແລະ clamping ຂອງ workpiece ໄດ້ສໍາເລັດພາຍໃຕ້ການຄວບຄຸມໄຟຟ້າ.ໂດຍຜ່ານປ່ຽງຄວບຄຸມຄວາມໄວ, ລະບຽບການຄວາມໄວ stepless ຂອງຄວາມໄວອາຫານສາມາດປະຕິບັດເພື່ອຕອບສະຫນອງຄວາມຕ້ອງການຂອງ sawing workpieces ຂອງວັດສະດຸທີ່ແຕກຕ່າງກັນ.ລະບົບຄວບຄຸມໄຟຟ້າປະກອບດ້ວຍວົງຄວບຄຸມທີ່ປະກອບດ້ວຍກ່ອງໄຟຟ້າ, ກ່ອງຄວບຄຸມ, ປ່ອງເຊື່ອມຕໍ່, ສະຫຼັບການເດີນທາງ, ເຄື່ອງແມ່ເຫຼັກໄຟຟ້າ, ແລະອື່ນໆ, ໃຊ້ເພື່ອຄວບຄຸມການຫມຸນຂອງແຜ່ນເລື່ອຍ, ການຍົກສາຍເລື່ອຍ, clamping ຂອງ workpiece ໄດ້, ແລະອື່ນໆ.
ລະບົບການຫລໍ່ລື່ນຕ້ອງຖືກຫລໍ່ລື່ນຕາມຊິ້ນສ່ວນເຄື່ອງຫຼໍ່ລື່ນຂອງເຄື່ອງຈັກ (ປ່ຽງແປງສາຍ, ກ່ອງເກຍແມ່ທ້ອງ, ບ່ອນນັ່ງເບິ່ງທີ່ເຄື່ອນໄຫວ, ເບກແມ່ທ້ອງ, ກະບອກສູບຍົກເທິງ ແລະ ລຸ່ມ, ແລະສະກູຍຶດຕິດໜ້າດິນທີ່ເລື່ອນໄດ້)_requirement ກ່ອນທີ່ຈະເລີ່ມ.ກ່ອງເກຍແມ່ທ້ອງ ແລະແມ່ທ້ອງຢູ່ໃນກ່ອງເກຍແມ່ທ້ອງແມ່ນໄດ້ຫຼໍ່ລື່ນໂດຍອາບນ້ໍາເບີ 30, ເຊິ່ງຖືກສີດຈາກຮູປລັກນໍ້າມັນຢູ່ສ່ວນເທິງຂອງກ່ອງເກຍແມ່ທ້ອງ.ພື້ນຜິວຂອງກ່ອງໄດ້ຖືກຕິດຕັ້ງດ້ວຍເຄື່ອງຫມາຍນ້ໍາມັນ.ໃນເວລາທີ່ saw beam ຢູ່ໃນຕໍາແຫນ່ງຕ່ໍາສຸດ, ລະດັບນ້ໍາມັນຄວນຈະຢູ່ໃນຂອບເຂດຈໍາກັດເທິງແລະຕ່ໍາຂອງເຄື່ອງຫມາຍນ້ໍາມັນລະຫວ່າງ.ນ້ໍາມັນຄວນໄດ້ຮັບການປ່ຽນຫຼັງຈາກການທົດລອງໃຊ້ຫນຶ່ງເດືອນ, ແລະຫຼັງຈາກນັ້ນທຸກໆ 3-6 ເດືອນ.ພາກສ່ວນລຸ່ມຂອງກ່ອງເກຍແມ່ທ້ອງແມ່ນຕິດຕັ້ງດ້ວຍປລັກລະບາຍນໍ້າມັນ.
ຄໍາຮ້ອງສະຫມັກ
ເຄື່ອງເລື່ອຍແຖບໂລຫະສ່ວນໃຫຍ່ແມ່ນໃຊ້ສໍາລັບການເລື່ອຍວັດສະດຸໂລຫະຕ່າງໆເຊັ່ນ: ເຫຼັກໂຄງສ້າງຄາບອນ, ເຫຼັກໂລຫະປະສົມຕ່ໍາ, ເຫຼັກໂລຫະປະສົມສູງ, ເຫຼັກໂລຫະປະສົມພິເສດ, ສະແຕນເລດ, ເຫຼັກກ້າທົນທານຕໍ່ອາຊິດ, ແລະອື່ນໆ.



